治工具・設備の開発、設計
試作、量産まで。
お客さまの「作りたい」に寄り添い
熟年のスキルでカタチにします。
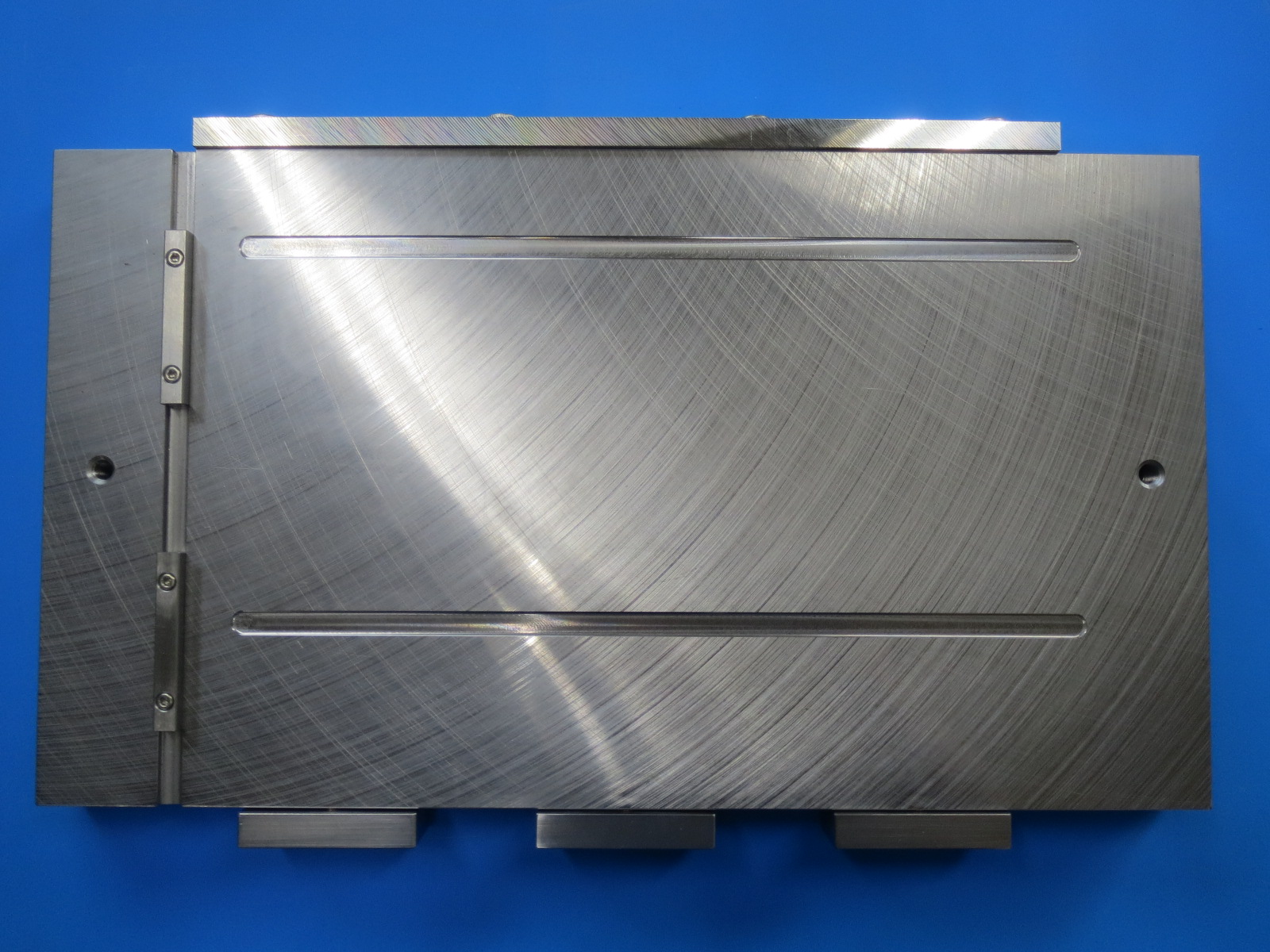
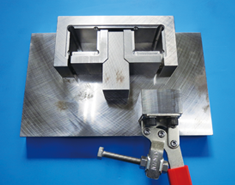
自動車部品で培った精密金属加工、治具製作。
職人の腕と知恵で問題解決します。
治工具・設備の開発、設計
試作、量産まで。
お客さまの「作りたい」に寄り添い
熟年のスキルでカタチにします。
自動車部品で培った精密金属加工、治具製作。
職人の腕と知恵で問題解決します。

治工具・設備の開発、設計
試作、量産まで。
お客さまの「作りたい」に寄り添い
熟年のスキルでカタチにします。
何社にも発注するのは大変
金属も樹脂も加工も組み立ても。一社にまとめてお願いしたい。
手作業で時間がかかってしまう

治具を使って自動化したい。誰でも簡単に
作業できるようにしたい。
量産は出来ないと言われた
試作をお願いした会社に
量産を頼みたかったが難しいと断られてしまった。
治具、工具、設備の開発、試作、量産でお困りでしたらお気軽にご相談ください。
図面がなくても作りたいものや実施する作業のイメージがあれば大丈夫です。
作業効率10倍20倍は当たり前。安全で楽に使える治工具を製作いたします。
当社が一括して対応しますので金属と樹脂、電気と機構など、
それぞれの分野ごとに別々の会社に発注する必要はありません。