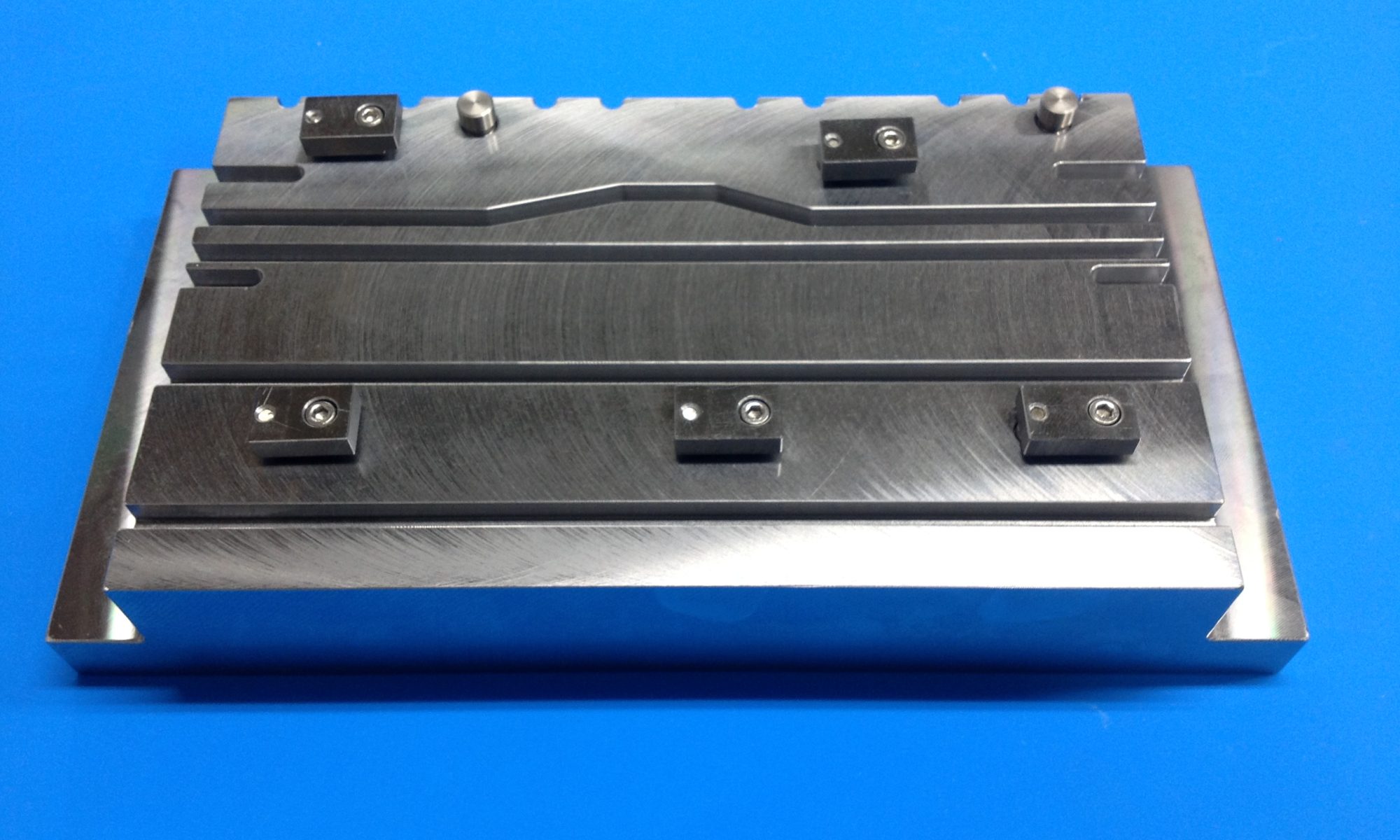
アルミ鋳物の量産品を、一度に2個加工できるようにしたマシニングセンタ用の治具です。
一つのトグルクランプで2個の製品を固定することができ、効率的に加工することができます。
実績・事例
| 素材 | S50C |
|---|---|
| サイズ | 225×180×65 |
| 精度 | 組み立て時直角度平行度±0.01 |
| 加工機械 | マシニングセンタ |
ポイント
トグルクランプで簡単にワーク(加工物)を脱着できるようにしています。
製品の位置度、平行度の要求精度が高いので、治具を組み立てた際の精度も直角度と平行度が±0.01になるように調整しました。
自動車部品で培った精密金属加工、治具製作。
職人の腕と知恵で問題解決します。
治工具・設備の開発、設計
試作、量産まで。
お客さまの「作りたい」に寄り添い
熟年のスキルでカタチにします。
自動車部品で培った精密金属加工、治具製作。
職人の腕と知恵で問題解決します。

治工具・設備の開発、設計
試作、量産まで。
お客さまの「作りたい」に寄り添い
熟年のスキルでカタチにします。
量産品複数加工用治具
S50C/機械加工用量産治具
設計アルミ鋳物の量産品を、一度に2個加工できるようにしたマシニングセンタ用の治具です。
一つのトグルクランプで2個の製品を固定することができ、効率的に加工することができます。
| 素材 | S50C |
|---|---|
| サイズ | 225×180×65 |
| 精度 | 組み立て時直角度平行度±0.01 |
| 加工機械 | マシニングセンタ |
トグルクランプで簡単にワーク(加工物)を脱着できるようにしています。
製品の位置度、平行度の要求精度が高いので、治具を組み立てた際の精度も直角度と平行度が±0.01になるように調整しました。

赤外線フィルターホルダー
SUS304、SUS430/赤外線フィルターホルダー
設計鋳鉄製造などの温度管理が必要な工程に必要な赤外線センサーに取り付けるフィルターのホルダーを製作しました。
センサー本体のネジ穴を利用して、ホルダーを取り付けられるようにしています。
| 素材 | SUS304、SUS430 |
|---|---|
| サイズ | 90×55×24 |
| 精度 | 一般交差 |
| 加工機械 | レーザー加工機 |
フィルターの脱着が簡単にできるように、磁石を使ってワンタッチで操作できるようにしています。
センサー本体に固定できるところがほとんどなく、ブラケットの設計が難しかったですが、レンズ部分をすり割りで固定することでホルダーも安定させることができました
前回は手動による治工具・装置導入のメリットを紹介しました。今回はデメリットを紹介したいと思います。
動きが限定される、複雑な動き、連続した動きを作り出すことが難しい
手動の治工具でも、様々なからくりの機構を使って連続した動きを作り出すことは可能です。しかし、一度に取り出せる出力の種類や量が限られているので、基本的には直線的な出力や、単純な回転の出力、それらをリンク機構などで運動を変換した往復の出力などになります。タイマーで一定時間後に別の動作をさせたり、センサーで状況によって出力を変えたりすることはできません。
大きな力を出すことは難しい
手動の場合、人間が出せる力を大きく超える力を出すことは難しいです。複数の減速機構を用いて出力を増やすことは可能ですが、いくつも部品が必要になります。そうすると必然的に設計も複雑化し、部品のコストも上がってしまいます。また、減速機構を用いて出力を大きくするためには入力のストロークを長くするなどの工夫が必要になります。そうすると治工具全体を大きくしなければならないので、スペースの問題も出てきます。
常に人が作業する必要がある
当たり前ですが、人の力によって動かすので、必ず人がいる必要があります。治工具や装置などは最終的に自動化することができると大幅な人件費の圧縮や、人員の配置をより付加価値の高い作業に集中することが実現できますが、手動では無人化は基本的にできません。
また、長い時間自動で作業するようにプログラムすることもできませんので、一つのことをしながら別の作業をするというような効率化も難しいです。
手動による治工具・装置は比較的低コストかつ短期間で導入可能ですが、できることは限られており、複雑な動きをさせることは難しいです。現場でどの程度の性能が求められていて、どれぐらい効率化できれば良いのか、ぜひ検討してみてください。

自動車部品試作用治具
炭素鋼/機械加工用治具
試作自動車の駆動系部品の試作加工に使用する治具です。
穴ピッチ±0.01、H7仕上げとH6仕上げの穴があります。
| 素材 | S50C |
|---|---|
| サイズ | 200×100×40 |
| 精度 | 穴ピッチ±0.01、φ11H6、φ4H7 |
| 加工機械 | マシニングセンタ |
S50Cのブロック素材から削り出した機械加工用の治具です。形状自体はそれほど複雑ではありませんが、φ4H7公差の穴にピッチ±0.01の精度が要求されています。
また、φ11H6公差の穴もあり、仕上げに気を遣います。
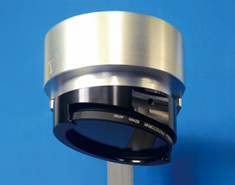
pico(MORA)対応マイクロスコープレンズカバー
A5052/歯科用顕微鏡レンズカバー
量産カールツァイス社のマイクロスコープ、pico (MORA)対応のレンズカバーです。
アタッチメント、ボディすべてアルミの削りだしでアルマイト加工を施すことによりオートクレーブに対応しています。
| 素材 | アルミ |
|---|---|
| サイズ | φ70×30 |
| 精度 | ±0.05 |
| 加工機械 | 旋盤、マシニングセンタ |


本体のネジ穴とアタッチメントを使用して固定するので、脱落の心配がありません。
フィルターは簡単に脱着でき、いつでも洗浄することができます。
フィルター径は62mm、厚さは6mmまで対応しています。
使用方法等気になる点がありましたらいつでもお問い合わせください。
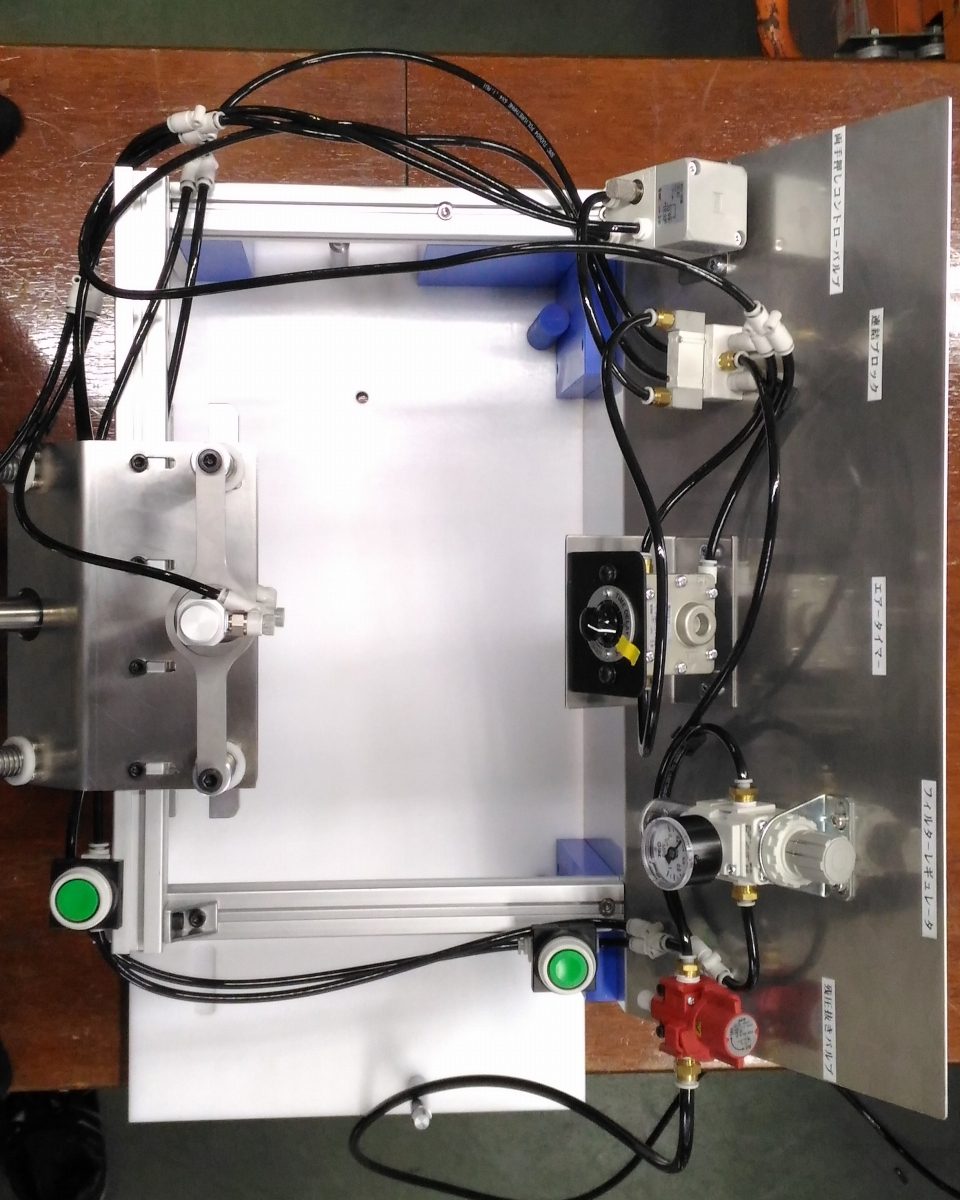
自動車部品シール貼付治具
アルミ、MCナイロン、POM(ジュラコン)/自動車部品量産作業治具
設計自動車の部品にスポンジのシートを張り付けるための治具です。エアシリンダーとタイマーを使用し、5㎏で10秒以上シールを押し付けられるようにしました。
| 素材 | アルミ、MCナイロン、POM(ジュラコン) |
|---|---|
| サイズ | 635×350×285 |
| 精度 | 一般公差 |
| 加工機械 | マシニングセンタ |
エアシリンダーとエアタイマーを使用することで、自動かつ一定の力でシールを押さえつけられるようにしました。
当初の構想では人の力で作業することを想定していましたが、空気圧制御にしたことで人が大きな力をかけずに作業ができるようになりました。また、タイマーによって押さえる時間が管理できるので作業のばらつきの心配もなくなりました。
安全を考えて起動用のスイッチを二個設置し、両手で同時に押さなければ治具が動かないようにしてあります。

特殊レンチ
SCM435/自動車部品用工具
試作自動車に使われる特殊な頭形状のネジを回すためのレンチを作りました。頂点が10個ある星形の工具です。締め付けに耐えられるように焼き入れをして、黒染めで仕上げました。
| 素材 | SCM435 |
|---|---|
| サイズ | φ10×80 |
| 精度 | 一般公差 |
| 加工機械 | マシニングセンタ |
ネジの頭の形状を計測し、それに合うサイズのレンチをモデリングして作りました。山と谷の角度が特殊なため、工具を自作して角度を合わせました。
一回一回角度を割り出して谷の部分を削る必要があるため、単純な形状に見えて加工には意外と時間がかかります。
お客様に使っていただいたところ、折れたり曲がったり山が欠けたりすることもなく、満足していただける仕上がりとなりました。
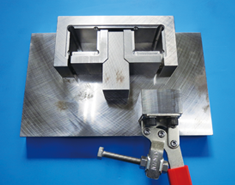
ダイカスト加工治具
S50C/機械加工用治具
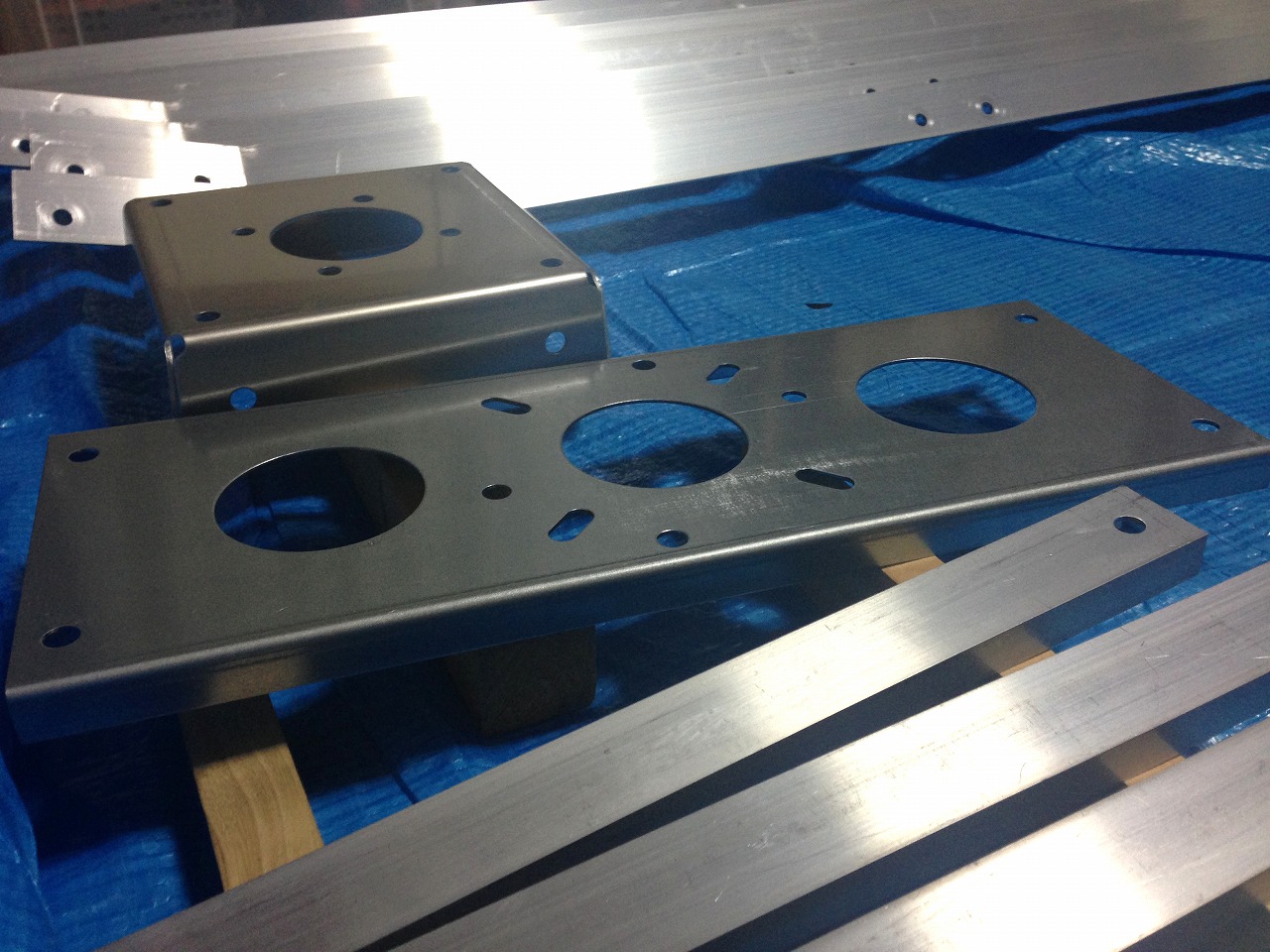
設計薄板のダイカストを加工するための治具です。ワーク(部品)をクランプ(固定)するところが非常に少なく、面を削る必要があるため、取り付け方法を工夫しました。非常に小さな爪を複数設置し、わずかな部品の出っ張りで押さえられるようにしています。
| 素材 | S50C |
|---|---|
| サイズ | 195×110×38 |
| 精度 | 一般公差 |
| 加工機械 | マシニングセンタ |
お客様からワークのみを預かり、設計から製作まで一貫して対応しました。複雑かつ薄い形状で押さえられるところがほとんどなく、どのようにクランプするのが良いか様々な案を検討しました。
いろいろなアイデアがありましたが、複数の小さな爪で下に押さえつけるようにクランプするのが最も良いという結論となり、写真のような仕上がりとなりました。
薄いワークですがクランプ時に変形することもなく、一度の工程で面を仕上げることができるのでお客様に満足いただくことができました。
デジタコ衝撃試験用治具
A7075/製品試験用治具
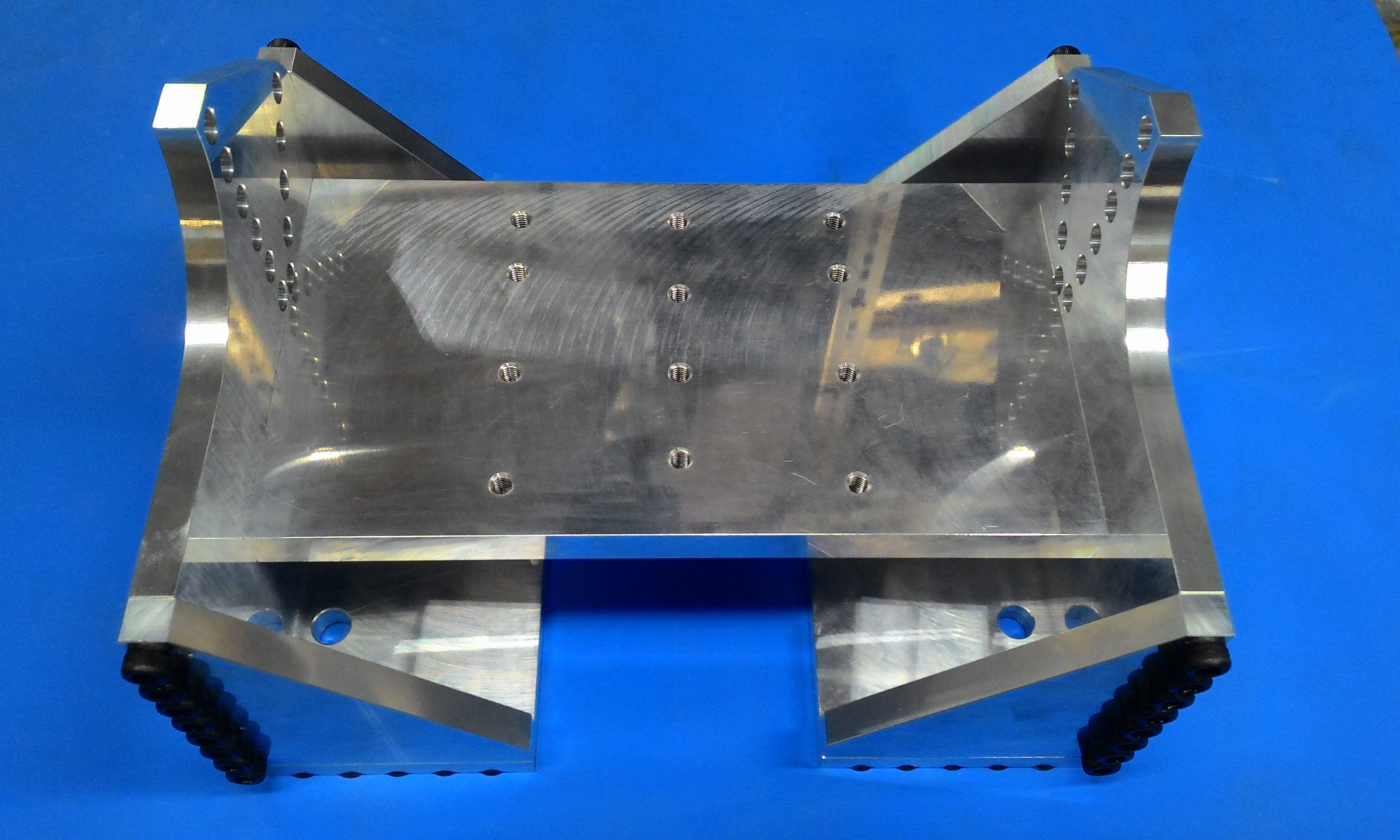
試作トラックの運行記録を付ける製品(デジタルタコメーター、デジタコ)の衝撃試験に使うための治具です。約130Gの衝撃に耐えられるように設計する必要があります。
| 素材 | アルミ(A7075) |
|---|---|
| サイズ | 280×250×200 |
| 精度 | 一般交差 |
| 加工機械 | マシニングセンタ |
大きな衝撃に耐えられるように、強度の高い素材を使う必要がありました。また、治具と製品全体で5㎏を超えてはいけないという指定もあったので、できるだけ軽くするために高強度のアルミ素材である超々ジュラルミン(A7075)を使用しました。
デジタコの角度を変えて試験する必要があるため、ネジで土台となる板を付け外しできるようにしています。
前回のコラムでは、治具・工具・装置を導入する際にまず検討すべき代表的な動力について、その概要を紹介しました。今回からはより詳しく、それぞれの動かし方についてメリット・デメリットを紹介していきます。初回は手動による治工具・装置導入のメリットです。
低コストで導入できる
手動の治具・工具・装置導入のメリットは何といっても低コストで導入できることです。設計について言えば、空気制御や電気制御で必要な回路の検討が必要なく、専門的な知識がなくても扱える部品で構成することが多いです。
また、部品そのものも比較的安価に多くの既製品を購入できるので、全体としてのコストを抑えることができます。
短期間で導入できる
コスト面で説明した点と同じ理由で、時間もかけずに導入することが可能です。導入する前の段階で、動力源、配管や配線などの設備の検討をする必要がありません。また設計も検討事項が少ないので相対的に短い時間で仕上げることができます。
メンテナンスがしやすい
空気圧や電気に対する専門的な知識が必要ないので、部品等に問題があっても原因が特定しやすく、社内で部品交換などのメンテナンスができてしまう場合も多いです。部品それ自体も単純な構造のものが多いので、取り換えなども簡単です。
とにかく安く、早く治工具・装置を導入したい場合は、目的の作業や動作が、人の手でできそうなものかどうか検討してみるのが良いでしょう。